
VENTE DE BOUTEILLES GUALA TOP 750ML VIDES, BLANCHES ET TRANSPARENTES
[table id=126 /]
Description
Empty white clear guala top 750ml bottles for sale. Model HK-005 is one of the most popular sale liquor bottles, it owns an elegant shape, lines engraved on the bottle base. The guala cap finish provide a easy control on the liquid pouring. Cork finish and screw finish can be customized.
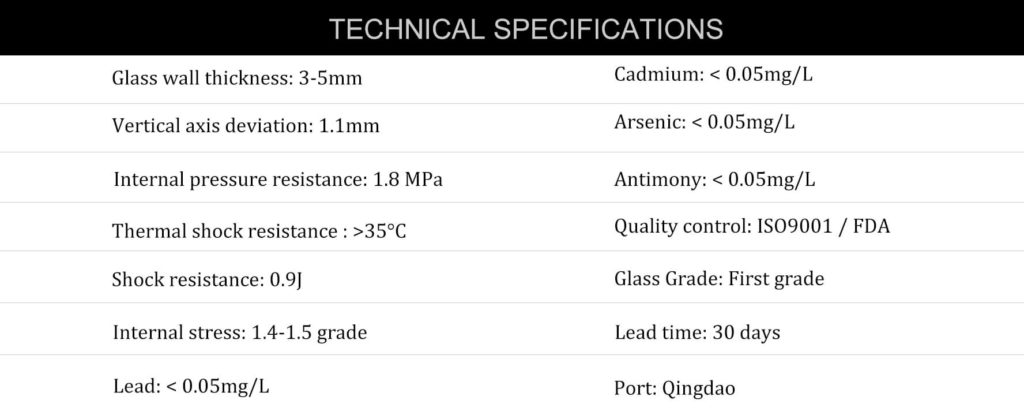
Détails de la bouteille en verre de 750 ml

Application de décoration
- Décalcomanie et imprime le logo sur les bouteilles en verre de 750 ml, les OEM sont les bienvenus.
- Les bouteilles en verre givré sont de plus en plus populaires pour les bouteilles de vodka.
- Le gaufrage est largement utilisé pour personnaliser les bouteilles de vodka, de brandy, de tequila et d'autres spiritueux. Nous embossons ou gravons le nom de la marque ou le logo du client directement sur le verre, ce qui signifie que le moule est la propriété de la distillerie.
- L'électrodéposition donne aux bouteilles en verre un aspect brillant et éclatant. Ce type de bouteilles est généralement très coûteux et destiné aux marchés haut de gamme.
Shipping/Informations sur le fret
En tant que l'une des plus grandes usines de bouteilles en verre de Chine, nous disposons d'un stock suffisant pour les bouteilles en vente rapide, qui sont pour la plupart nos bouteilles en verre standard. Ainsi, les commandes urgentes livrées sous 7 à 10 jours sont disponibles pour les périodes de forte vente, telles que les ventes de Noël et du Nouvel An.
- Avec plus de 10 ans d'expérience dans la fabrication de bouteilles en verre, nous avons développé des milliers de modèles de bouteilles en verre. Nous avons différents types de modèles de bouteilles pour le choix des clients, et la plupart d'entre eux peuvent trouver leurs bouteilles en verre préférées parmi les bouteilles HIKING exist, qui sont prêtes à être moulées. Le délai de livraison pour ces commandes est de 25 à 30 jours.
- Certaines sociétés de distillation possèdent leurs propres bouteilles de liqueur. Ainsi, si vous nous fournissez le dessin d'une bouteille en verre, ou un échantillon de bouteille en verre, voire une photo de bouteille en verre, nous développerons ou copierons une bouteille en verre identique. Le délai de fabrication d'un moule est de 15 jours.
Emballage des bouteilles en verre
- L'emballage en carton standard est utilisé pour les bouteilles en verre dans l'imprimerie. Il y a un carton pour éviter les frottements.
- L'emballage sur palette est un moyen de manutention facile pour le chargement et le déchargement des bouteilles de verre. C'est également la méthode d'emballage la plus économique pour les bouteilles de spiritueux.
- L'emballage de boîtes colorées personnalisées est l'emballage de bouteilles de verre le plus complexe. Les clients fournissent les dessins des boîtes, les entreprises de bouteilles en verre fournissent les bouteilles et les boîtes, qui sont réutilisables après le remplissage.

Conseils sur les bouteilles en verre
Defects in glass bottles and their causes.There are many types of defects in glass bottles and can be divided into two types. One is the defects produced in the glass melting process, such as small bubbles, stones, striations, and nodules (ie, glass beads, tumors). Another is the defect that causeed during the forming process. The latter defect can be eliminated by changing the operation of the feeder and the bottle machine. 1. Bottle top defects (1) Cracked mouth (bursting). Longitudinal pattern drops from the bottle mouth are too cold. Bad shearing. The material is too thick on the head. The core is too cold to contact the glass for too long and the core is dirty. The core was too fierce and it was not well-placed. It is too long. The blowing head is too shallow, the center is not correct, the blowing pressure is too high or the compressed air contains water. Improperly used cooling wind blows to the bottle mouth on the mold side. (2) Cracks in the mouth (fried screws). Shallow cracks at the mouth of the bottle. The frit is too cold and the tip is too sharp. Bad shear (scissors marks or trimmed with burrs). The improper cooperation between the blow mold and top mold, the top mold is unstable, and the top mold is driven when the blow mold is opened. The mouth clamp arm is not horizontal. The flinging head is too fierce, the air pressure is too high or the time is too long. The end of the tipping mechanism is not properly buffered. The core sleeve is too high or too low. (3) Insufficient bottle mouth. Insufficient glass at the mouth of the bottle mouth or thread. The drop temperature is too high or too low, the gob head is too sharp or too thick, and the center is not correct. Insufficient air pressure and time, flitting heads or missing air. Inadequate injection of the primary mold, oil or water in the primary mold can prevent the glass material from entering the die. The die and core are too stingy. Mismatches between the primary die and the die. Blowing open too early (4) Bottle mouth is not round (flat mouth). Bottle mouth flat or deformed. Drop temperature is too high. Insufficient blow or too short a time. The core contact time is too short or the air blowing time is too short. The die is too hot and the bottle mouth is poorly cooled. The jaw diameter is too small or the jaw center is inconsistent. Blowing air pressure is too tight or the blowing pressure is too high. (5) Small mouth (small eyes, small mouth). The bottle mouth diameter is small. The drop temperature is too high and the head shape is too sharp. The contact time between the core and the frit is too long and the core temperature is not suitable. The core is too dirty and the primary mold is too oil jet. Blowing up too late. Core design is unreasonable. The cooling air of the primary die and the die was improperly used. Blowing pressure is small. The inner diameter of the bottle clamp is too small.


