
EMPTY WHITE CLEAR GUALA TOP 750ML BOTTLES FOR SALE
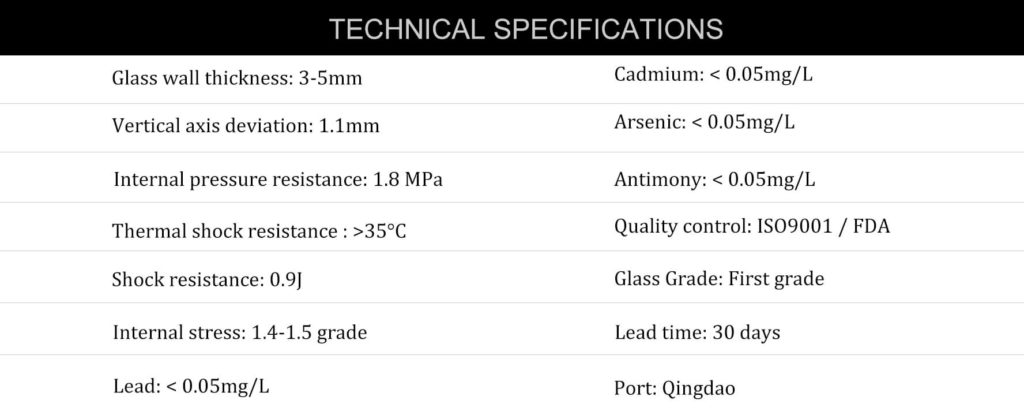
[table id=126 /]
描述
Empty white clear guala top 750ml bottles for sale. Model HK-005 is one of the most popular sale liquor bottles, it owns an elegant shape, lines engraved on the bottle base. The guala cap finish provide a easy control on the liquid pouring. Cork finish and screw finish can be customized.
DETAILS of 750ml GLASS BOTTLE

Decoration Application
- Decal and print logo on 750ml glass bottles, OEM is highly welcome.
- Frost glass bottles are becoming popular for vodka bottles.
- Embossing is widely used for customized glass vodka bottles, brandy bottles, tequila bottles and other spirit. We emboss or engrave client’s brand name or logo on the glass directly, which means the mold is owned by the distillery.
- Electroplating brings a glossy and bright feeling for glass bottles, this kind of bottles are usually in high cost, and for top grade markets.
Shipping/Freight Information
As one of the biggest glass bottle factory in China, we supply sufficient stock for hot sale bottles, mostly are our standard glass bottles. So, the 7-10 days delivered urgent orders are available for hot sale seasons, like Christmas sale and New Year sale.
- With over 10 years’ experience in glass bottle manufacturing, we have developed thousands of glass bottle models. We have different kinds of bottle designs for client’s choice, mostly clients can find their favorite glass bottles from HIKING exist bottles, which are ready mold. The delivery time for such orders are 25-30 days.
- Some distillery companies own their exclusive liquor bottles. In this way, if you provide us the glass bottle drawing, or glass bottle sample, even a glass bottle picture, we will develop or copy a same glass bottle. The lead time for mold is 15 days.
Glass Bottle Packaging
- Standard carton packaging is used for glass bottles in printing. There is clapboard to avoid friction.
- Pallet packaging is easy handling way for glass bottle loading and unloading. It is also the most economic packaging method for spirit bottles
- Custom colored boxes packaging is the most complicated glass bottle packaging. Clients provide the box artworks, glass bottle company provide bottles and boxes, which are reusable after filling.

TIPS of GLASS BOTTLES
Defects in glass bottles and their causes.There are many types of defects in glass bottles and can be divided into two types. One is the defects produced in the glass melting process, such as small bubbles, stones, striations, and nodules (ie, glass beads, tumors). Another is the defect that causeed during the forming process. The latter defect can be eliminated by changing the operation of the feeder and the bottle machine. 1. Bottle top defects (1) Cracked mouth (bursting). Longitudinal pattern drops from the bottle mouth are too cold. Bad shearing. The material is too thick on the head. The core is too cold to contact the glass for too long and the core is dirty. The core was too fierce and it was not well-placed. It is too long. The blowing head is too shallow, the center is not correct, the blowing pressure is too high or the compressed air contains water. Improperly used cooling wind blows to the bottle mouth on the mold side. (2) Cracks in the mouth (fried screws). Shallow cracks at the mouth of the bottle. The frit is too cold and the tip is too sharp. Bad shear (scissors marks or trimmed with burrs). The improper cooperation between the blow mold and top mold, the top mold is unstable, and the top mold is driven when the blow mold is opened. The mouth clamp arm is not horizontal. The flinging head is too fierce, the air pressure is too high or the time is too long. The end of the tipping mechanism is not properly buffered. The core sleeve is too high or too low. (3) Insufficient bottle mouth. Insufficient glass at the mouth of the bottle mouth or thread. The drop temperature is too high or too low, the gob head is too sharp or too thick, and the center is not correct. Insufficient air pressure and time, flitting heads or missing air. Inadequate injection of the primary mold, oil or water in the primary mold can prevent the glass material from entering the die. The die and core are too stingy. Mismatches between the primary die and the die. Blowing open too early (4) Bottle mouth is not round (flat mouth). Bottle mouth flat or deformed. Drop temperature is too high. Insufficient blow or too short a time. The core contact time is too short or the air blowing time is too short. The die is too hot and the bottle mouth is poorly cooled. The jaw diameter is too small or the jaw center is inconsistent. Blowing air pressure is too tight or the blowing pressure is too high. (5) Small mouth (small eyes, small mouth). The bottle mouth diameter is small. The drop temperature is too high and the head shape is too sharp. The contact time between the core and the frit is too long and the core temperature is not suitable. The core is too dirty and the primary mold is too oil jet. Blowing up too late. Core design is unreasonable. The cooling air of the primary die and the die was improperly used. Blowing pressure is small. The inner diameter of the bottle clamp is too small.


