
BOTOL GUALA BENING PUTIH KOSONG ATAS 750ML KOSONG UNTUK DIJUAL
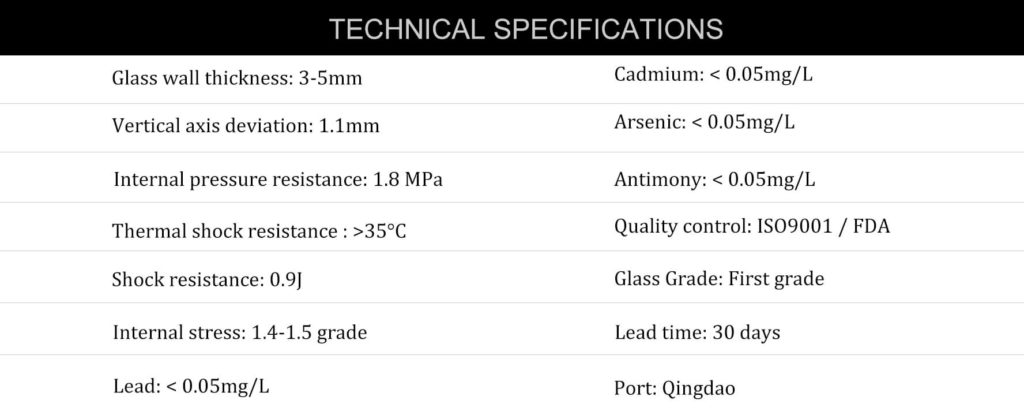
| NAMA PRODUK | BOTOL GUALA BENING PUTIH KOSONG ATAS 750ML KOSONG UNTUK DIJUAL |
|---|---|
| REFERENSI | HK-005 |
| WARNA KACA | BATU API SUPER / BATU API EKSTRA PUTIH |
| BENTUK BOTOL | Bentuk bulat |
| SELESAI | Guala Cap |
| DIAMETER LUBANG MASUK | 21,5 mm |
| KETEBALAN DASAR KACA | 20,2 mm |
| TINGGI BOTOL | 273 mm |
| PANJANG | 108,3 mm |
| Berat | 620g |
Deskripsi
Empty white clear guala top 750ml bottles for sale. Model HK-005 is one of the most popular sale liquor bottles, it owns an elegant shape, lines engraved on the bottle base. The guala cap finish provide a easy control on the liquid pouring. Cork finish and screw finish can be customized.
RINCIAN BOTOL KACA 750ml

Aplikasi Dekorasi
- Stiker dan cetak logo pada botol kaca 750ml, OEM sangat diterima.
- Botol kaca beku menjadi populer untuk botol vodka.
- Embossing banyak digunakan untuk botol vodka kaca khusus, botol brendi, botol tequila, dan minuman beralkohol lainnya. Kami mengembos atau mengukir nama merek atau logo klien pada kaca secara langsung, yang berarti cetakan dimiliki oleh penyulingan.
- Elektroplating menghadirkan kesan mengkilap dan cerah untuk botol kaca, botol jenis ini biasanya berharga mahal, dan untuk pasar kelas atas.
Shipping / Informasi Pengiriman
Sebagai salah satu pabrik botol kaca terbesar di Cina, kami menyediakan stok yang cukup untuk botol penjualan panas, sebagian besar adalah botol kaca standar kami. Jadi, pesanan mendesak yang dikirim 7-10 hari tersedia untuk musim penjualan panas, seperti penjualan Natal dan penjualan Tahun Baru.
- Dengan pengalaman lebih dari 10 tahun dalam pembuatan botol kaca, kami telah mengembangkan ribuan model botol kaca. Kami memiliki berbagai jenis desain botol untuk pilihan klien, sebagian besar klien dapat menemukan botol kaca favorit mereka dari botol HIKING yang sudah ada, yang merupakan cetakan siap pakai. Waktu pengiriman untuk pesanan tersebut adalah 25-30 hari.
- Beberapa perusahaan penyulingan memiliki botol minuman keras eksklusif mereka. Dengan cara ini, jika Anda memberi kami gambar botol kaca, atau sampel botol kaca, bahkan gambar botol kaca, kami akan mengembangkan atau menyalin botol kaca yang sama. Waktu tunggu untuk cetakan adalah 15 hari.
Kemasan Botol Kaca
- Kemasan karton standar digunakan untuk botol kaca dalam pencetakan. Ada papan berdinding papan untuk menghindari gesekan.
- Kemasan palet adalah cara penanganan yang mudah untuk bongkar muat botol kaca. Ini juga merupakan metode pengemasan yang paling ekonomis untuk botol minuman beralkohol
- Kemasan kotak berwarna khusus adalah kemasan botol kaca yang paling rumit. Klien menyediakan karya seni kotak, perusahaan botol kaca menyediakan botol dan kotak, yang dapat digunakan kembali setelah diisi.

TIPS BOTOL KACA
Defects in glass bottles and their causes.There are many types of defects in glass bottles and can be divided into two types. One is the defects produced in the glass melting process, such as small bubbles, stones, striations, and nodules (ie, glass beads, tumors). Another is the defect that causeed during the forming process. The latter defect can be eliminated by changing the operation of the feeder and the bottle machine. 1. Bottle top defects (1) Cracked mouth (bursting). Longitudinal pattern drops from the bottle mouth are too cold. Bad shearing. The material is too thick on the head. The core is too cold to contact the glass for too long and the core is dirty. The core was too fierce and it was not well-placed. It is too long. The blowing head is too shallow, the center is not correct, the blowing pressure is too high or the compressed air contains water. Improperly used cooling wind blows to the bottle mouth on the mold side. (2) Cracks in the mouth (fried screws). Shallow cracks at the mouth of the bottle. The frit is too cold and the tip is too sharp. Bad shear (scissors marks or trimmed with burrs). The improper cooperation between the blow mold and top mold, the top mold is unstable, and the top mold is driven when the blow mold is opened. The mouth clamp arm is not horizontal. The flinging head is too fierce, the air pressure is too high or the time is too long. The end of the tipping mechanism is not properly buffered. The core sleeve is too high or too low. (3) Insufficient bottle mouth. Insufficient glass at the mouth of the bottle mouth or thread. The drop temperature is too high or too low, the gob head is too sharp or too thick, and the center is not correct. Insufficient air pressure and time, flitting heads or missing air. Inadequate injection of the primary mold, oil or water in the primary mold can prevent the glass material from entering the die. The die and core are too stingy. Mismatches between the primary die and the die. Blowing open too early (4) Bottle mouth is not round (flat mouth). Bottle mouth flat or deformed. Drop temperature is too high. Insufficient blow or too short a time. The core contact time is too short or the air blowing time is too short. The die is too hot and the bottle mouth is poorly cooled. The jaw diameter is too small or the jaw center is inconsistent. Blowing air pressure is too tight or the blowing pressure is too high. (5) Small mouth (small eyes, small mouth). The bottle mouth diameter is small. The drop temperature is too high and the head shape is too sharp. The contact time between the core and the frit is too long and the core temperature is not suitable. The core is too dirty and the primary mold is too oil jet. Blowing up too late. Core design is unreasonable. The cooling air of the primary die and the die was improperly used. Blowing pressure is small. The inner diameter of the bottle clamp is too small.


