
LEERE WEISSE KLARE GUALA TOP 750ML FLASCHEN ZU VERKAUFEN
[table id=126 /]
Beschreibung
Leere weiße klare Guala Top 750ml Flaschen zu verkaufen. Modell HK-005 ist eine der beliebtesten Verkauf Spirituosenflaschen, es besitzt eine elegante Form, Linien auf dem Flaschenboden eingraviert. Die Guala cap finish bieten eine einfache Kontrolle über die Flüssigkeit gießen. Kork-Finish und Schraube Finish können angepasst werden.
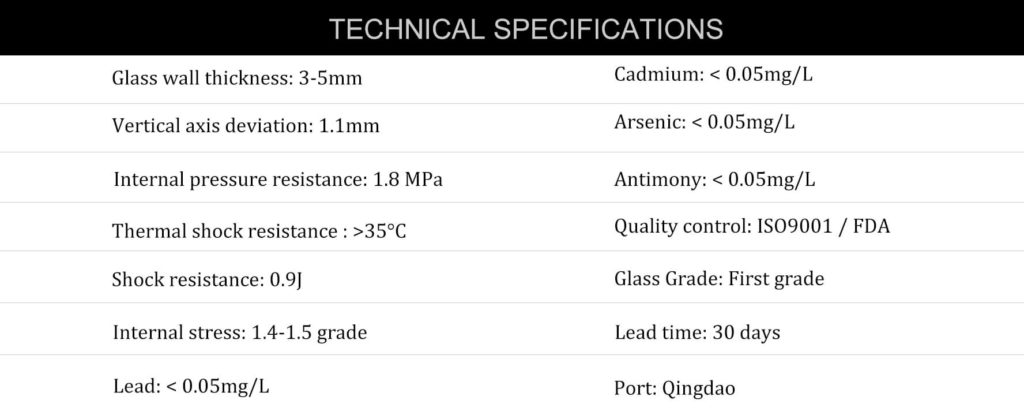
DETAILS der 750ml GLASFLASCHE

Dekoration Anwendung
- Aufkleber und Logodruck auf 750ml Glasflaschen, OEM ist sehr willkommen.
- Frostglasflaschen werden für Wodkaflaschen immer beliebter.
- Das Prägen wird häufig für kundenspezifische Wodka-, Schnaps- und Tequilaflaschen aus Glas sowie für andere Spirituosen verwendet. Wir prägen oder gravieren den Markennamen oder das Logo des Kunden direkt auf das Glas, was bedeutet, dass die Form im Besitz der Brennerei ist.
- Die Galvanisierung verleiht Glasflaschen einen glänzenden und hellen Eindruck. Diese Art von Flaschen ist in der Regel sehr kostspielig und für hochwertige Märkte bestimmt.
Shipping/Freight Informationen
Als eine der größten Glasflaschenfabriken in China verfügen wir über einen ausreichenden Vorrat an heiß begehrten Flaschen, bei denen es sich meist um unsere Standardglasflaschen handelt. Also, die 7-10 Tage geliefert dringende Aufträge sind für heißen Verkauf Jahreszeiten, wie Weihnachten Verkauf und Neujahr Verkauf zur Verfügung.
- Mit über 10 Jahren Erfahrung in der Herstellung von Glasflaschen haben wir Tausende von Glasflaschenmodellen entwickelt. Wir haben verschiedene Arten von Flaschendesigns für die Wahl des Kunden, meist können die Kunden ihre Lieblings-Glasflaschen von HIKING bestehen Flaschen, die bereit Form sind zu finden. Die Lieferzeit für solche Aufträge beträgt 25-30 Tage.
- Einige Brennereiunternehmen besitzen ihre exklusiven Schnapsflaschen. Wenn Sie uns die Zeichnung einer Glasflasche, ein Muster oder sogar ein Bild einer Glasflasche zur Verfügung stellen, werden wir eine solche Glasflasche entwickeln oder kopieren. Die Vorlaufzeit für die Form beträgt 15 Tage.
Verpackung von Glasflaschen
- Standardkartonverpackungen werden für Glasflaschen im Druck verwendet. Um Reibung zu vermeiden, ist eine Klappe vorhanden.
- Die Palettenverpackung ist eine einfache Methode für das Be- und Entladen von Glasflaschen. Es ist auch die wirtschaftlichste Verpackungsmethode für Spirituosenflaschen.
- Individuelle farbige Schachteln sind die komplizierteste Verpackung für Glasflaschen. Kunden bieten die Box Artworks, Glasflasche Unternehmen bieten Flaschen und Boxen, die nach dem Füllen wiederverwendbar sind.

TIPPS zu GLASFLASCHEN
Defekte in Glasflaschen und ihre Ursachen Es gibt viele Arten von Defekten in Glasflaschen, die in zwei Typen unterteilt werden können. Zum einen gibt es Defekte, die beim Schmelzen des Glases entstehen, wie z. B. kleine Blasen, Steine, Schlieren und Knötchen (z. B. Glasperlen, Tumore). Der andere ist der Fehler, der während des Formgebungsprozesses entsteht. Der letztgenannte Fehler kann durch eine Änderung der Funktionsweise des Speisers und der Flaschenmaschine beseitigt werden. 1. Defekte am Flaschenhals (1) Rissige Mündung (Aufplatzen). Die Tropfen des Längsmusters an der Flaschenmündung sind zu kalt. Schlechte Scherung. Das Material ist am Kopf zu dick. Der Kern ist zu kalt, um das Glas zu lange zu berühren, und der Kern ist verschmutzt. Der Kern war zu heftig und wurde nicht gut platziert. Er ist zu lang. Der Blaskopf ist zu flach, die Mitte ist nicht korrekt, der Blasdruck ist zu hoch oder die Druckluft enthält Wasser. Unsachgemäß eingesetzter Kühlwind bläst zur Flaschenmündung auf der Formseite. (2) Risse in der Mündung (durchgebrannte Schrauben). Flache Risse an der Mündung der Flasche. Die Fritte ist zu kalt und die Spitze ist zu scharf. Schlechte Scherung (Scherenspuren oder mit Graten versehen). Unzureichende Zusammenarbeit zwischen Blasform und Oberform, die Oberform ist instabil, und die Oberform wird beim Öffnen der Blasform angetrieben. Der Arm der Mundklammer ist nicht horizontal. Der Schleuderkopf ist zu heftig, der Luftdruck ist zu hoch oder die Zeit ist zu lang. Das Ende des Kippmechanismus ist nicht richtig gepuffert. Die Kernhülse ist zu hoch oder zu niedrig. (3) Unzureichende Flaschenmündung. Zu wenig Glas an der Flaschenmündung oder am Gewinde. Die Tropftemperatur ist zu hoch oder zu niedrig, der Kelchkopf ist zu scharf oder zu dick, und die Mitte ist nicht korrekt. Unzureichender Luftdruck und Zeit, flatternde Köpfe oder fehlende Luft. Unzureichende Einspritzung der Primärform, Öl oder Wasser in der Primärform können verhindern, dass das Glasmaterial in die Form gelangt. Die Matrize und der Kern sind zu geizig. Unstimmigkeiten zwischen der Primärform und der Matrize. Zu frühes Aufblasen (4) Die Flaschenmündung ist nicht rund (flache Mündung). Die Flaschenmündung ist flach oder verformt. Die Falltemperatur ist zu hoch. Unzureichender Blasvorgang oder zu kurze Zeit. Die Kernkontaktzeit ist zu kurz oder die Blaszeit ist zu kurz. Die Matrize ist zu heiß und die Flaschenmündung ist schlecht gekühlt. Der Backendurchmesser ist zu klein oder die Backenmitte ist ungleichmäßig. Der Blasluftdruck ist zu gering oder der Blasdruck ist zu hoch. (5) Kleine Öffnung (kleine Augen, kleine Öffnung). Der Durchmesser der Flaschenmündung ist zu klein. Die Falltemperatur ist zu hoch und die Kopfform ist zu scharf. Die Kontaktzeit zwischen dem Kern und der Fritte ist zu lang und die Kerntemperatur ist nicht geeignet. Der Kern ist zu schmutzig und die Primärform ist zu ölverschmiert. Zu spätes Aufblähen. Das Kerndesign ist unangemessen. Die Kühlluft der Primärform und der Matrize wurde unsachgemäß verwendet. Der Aufblasdruck ist zu gering. Der Innendurchmesser der Flaschenklemme ist zu klein.


